![]()
Leaders: your team is full of golden ideas, creativity and ingenuiy. Your job is to mine for gold!
Jonatan Michael Bowman
Tags:
|
Leiderschap volgens Jonathan Michael Bowman
Gepubliceerd in
Citaten: leiderschap


aug 03 2017
Leaders: your team is full of golden ideas, creativity and ingenuiy. Your job is to mine for gold! Tags:
DMAIC Meetfase volgens Ronald Mast & Jeroen de Mast
Gepubliceerd in
Lean Six Sigma
aug 03 2017
In het boek Six Sigma - stap voor stap beschrijven Volgens Ronald Does en Jeroen de Mast de DMAIC-fase Measure. Deze fase bestaat uit drie stappen:
[1] Selecteer een interne CTQ en de bijbehorende processen
Alvorens pogingen ondernomen worden om een probleem op te lossen, is het belangrijk eerst het probleem duidelijk te definiëren en meetbaar te maken. Veel problemen manifesteren zich als een wazige brij en het uiteenrafelen van deze brij, zodat het echte probleem duidelijk wordt, is de eerste stap bij (Lean) Six Sigma-projecten. Het niet scherp definiëren van het probleem is één van de meest gebruikelijke oorzaken van de mislukkende projecten. Een probleem niet kunnen meten betekent dat niet vastgesteld kan worden hoe groot het probleem is en dat niet vastgesteld kan worden of het probleem opgelost is. Vaak is het zelfs niet helder welke richting als verbetering en welke als verslechtering aangeduid moet worden. Het probleem moet daarom geformuleerd worden in termen van één of meer meetbare grootheden die van belangrijk zijn voor een klant. Deze grootheden heten CTQ's, of Critical to Quality. Er kunnen twee soorten CTQ's worden onderscheiden:
De externe CTQ volgt rechtstreeks uit de projectselectie. De vertaling van externe CTQ naar een of meer interne CTQ's is het doel van de eerste stap van de DMAIC-fasering. Idealiter correspondert de externe CTQ direct met een interne CTQ. Maar vaak moet een grondige analyse verricht worden om geschikte interne CTQ's te vinden. (...) Er zijn verschillende technieken voor het koppelen van externe CTQ's aan interne CTQ's. We onderscheiden vijf gevallen:
Ad (2) De externe CTQ correleert met grootheden in het proces: correlatie
Twee grootheden zijn gecorreleerd als grotere waarden van de één neigen samen te vallen met grotere (of juist kleinere) waarden van de ander. (...) Indien de externe CTQ sterk correleert met een meting in het proces, selecteren we deze meting als interne CTQ. (...) De mate waarin twee grootheden gecorreleerd zijn, wordt uitgedrukt in de correlatie-coëfficiënt. Dit is een getal tussen 1 en -1, waarbij de waarde 1 duidt op een één-op-één-verband tussen beide grootheden en de waarde -1 op een één-op-één negatief verband.
Ad (3) De externe CTQ is de som van een aantal grootheden: CTQ flowdown, Pareto
[Door gebruik te maken van een CTQ flowdown] wordt de externe CTQ uiteengerafeld in zijn componenten, waarbij de bijdrage van iedere component wordt gekwantificeerd (deze bijdragen moeten samen natuurlijk sommeren tot de totale waarde die in de top genoemd wordt). (...) Indien een CTQ-flowdown uit slechts één niveau bestaat, wordt vaak gekozen voor de alternatieve weergave, een zgn. Pareto-kaart. Deze kaart geeft duidelijk aan welke van de deelgebieden de grootste bijdrage hebben en welke de kleine visjes zijn.
Ad (4) De externe CTQ heeft een aantal dimensies: boomdiagram
De externe CTQ ontleden in een aantal aspecten, waarbij elke dimensie - indien mogelijk - vervolgens verder wordt gesplitst. Deze analyse kan visueel worden weergegeven in de vorm van een boomdiagram.
Ad (5) Een project zonder duidelijke CTQ: Customer Needs Mapping
Leidraad in Customer-Needs Mapping (CNM) zijn drie vragen:
(...) [Het Kano-model is één van de instrumenten om de wensen van de klant te achterhalen] Dit model geeft grafisch weer de mate van klanttevredenheid (verticale-as) naarmate een leverancier beter of slechter presteert op een bepaalt aspect (horizontale as). De eigenschappen die Performance Satisfiers genoemd worden, zijn de aspecten waarop de kwaliteit van een product of dienst doorgaans beoordeeld wordt. ... Voor deze eigenschappen geldt: Hoe beter erop gepresteerd wordt, des te tevredener is de klant. Maar andere aspecten zijn moeilijker te achterhalen. De eigenschappen die met dissatisfiers zijn aangeduid zijn kwaliteitsaspecten die de klant vanzelfsprekend vindt. ... Omdat klanten deze eigenschappen vanzelfsprekend vinden, leidt het in orde zijn slechts tot een neutrale reactie. Maar het in gebreke blijven kan tot grote ergernis leiden! Bovendien moet de BB zich realiseren dat deze eigenschappen niet snel als belangrijk worden genoemd door de klant, simpelweg omdat deze ze als vanzelfsprekend beschouwd. De eigenschappen die met delighters zijn aangeduid zijn juist aspecten die klanten niet verwachten. Het ontbreken van zulke zaken zal daardoor door klanten niet als negatief worden ervaren, terwijl de leverancier er wel mee kan scoren. De BB moet zich realiseren dat delighters niet noodzakelijkerwijsuit klanteninterviews naar voren komen. Procesbeschrijving Omdat de CTQ's en de invloedsfactoren onderdeel zijn van het (productie)proces, is het van belang dat de BB dit in kaart brengt om er een adequaat beeld van te hebben. Een procesbeschrijving maakt expliciet hoe de relevante processen in de praktijk gevoerd worden. Bovendien maakt een procesbeschrijving vaak evidente verbetermogelijkheden manifest, wat to snelle, makkelijke verbeteracties leidt. Om een procesbeschrijving te maken , begint de BB op macro-niveau door het maken van een zgn. SIPOC, waarbij de toeleveranciers van het proces (Suppliers), de invoer die ieder van deze toeleveranciers levert (Input), de start van het proces (Process), het eindpunt van het proces (Output) en de klanten van het proces (Customers). [2] Operationaliseer CTQ (definieer standaarden) Met het bepalen van een interne CTQ heeft de BB het onderwerp van zijn project gekoppeld aan een meting. Maar daarmee heeft hij nog geen precieze definitie van zijn probleem gegeven. Om de probleemdefinitie precies te maken, moeten de volgende zaken worden gespecificeerd:
Wanneer de BB bovenstaande zaken heeft vastgelegd, zeggen we dat het probleem operationeel gedefinieerd is. Dat wil zeggen dat is vastgelegd welke handelingen verricht moeten worden om vast te stellen hoe groot het probleem is. Voor iedere eenheid van de gedefinieerde populatie (2) kan met de aangegeven meetprocedure (1) de waarde van de CTQ bepaald worden. Door deze waarden te vergelijken met de vastgelegde eisen (3) kan bepaald worden welk percentage van de eenheden voldoet. Dit percentage geeft de omvang van het probleem weer. [3] Valideer de meetprocedure Vanwege het belang dat Six Sigma hecht aan data, dient de BB de betrouwbaarheid van de meetprocedure die hij gedefinieerd heeft na te gaan. Validiteit De eerste vraag die de BB zich moet stellen over de meetprocedure is: 'Geeft het resultaat van de meting inderdaad de eigenschap weer die ik denk te meten?' Vooral wanneer de BB gegevens gebruikt uit en computersysteem, is het van eminent belang dat hij de definities van de opgeslagen statistieken verifieert. Twee onderwerpen die vaak een rol spelen, zijn:
Verstrengeling met verstorende invloeden De uitslag van meetmethoden hangt natuurlijk af van de waarde die gemeten wordt. Vaak hebben verstorende invloeden echter ook een belangrijke invloed op het resultaat van de meting. (a) Systematisch meetfout Als het mogelijk is voor een CTQ om over de 'werkelijke waarde' ervan te spreken, kunnen we de zogenaamde systematische meetfout bestuderen. Een synoniem voor systematische meetfout is onzuiverheid. De systematische meetfout is het verschil tussen de werkelijke waarde van een CTQ en de gemiddelde waarde die een meetprocedure geeft. (b) Toevallige meetfout: herhaalbaarheid en reproduceerheid Indien een eenheid verschillende malen gemeten wordt met een meetsysteem, zal niet iedere keer precies dezelfde waarde gevonden worden. Deze variatie, die zichtbaar wordt indien een enkele eenheid meerdere malen gemeten wordt, is de meetspreiding. Vergelijken we het resultaat van een meting met de werkelijke waarde, dan is het verschil toe te wijzen aan enerzijds de systematische meetfout en anderzijds de toevallige meetfout die wordt veroorzaakt door de meetspreiding. (...) Om inzicht te krijgen in de meetspreiding doet de BB een experiment, Gage Repeatability & Reproducibilit study (Gage R&R studie) genoemd. Een dergelijk experiment bestaat uit het herhaaldelijk meten van een eenheid met hetzelfde meetinstrument (de 'gage'). Als de metingen zo identiek mogelijk worden verricht (vlak na elkaar en door dezelfde persoon) zal de waargenomen spreiding het best haalbare vertegenwoordigen. Deze spreiding heet herhaalbaarheid (of in het Engels: Repeatability). Als deze metingen voor een deel worden verricht door andere personen en op een ander moment, zal de spreiding groter zijn. Deze extra spreiding wordt de reproduceerbaarheid (of in het Engels: Reproducability) genoemd. (...) Conclusie De volgende stappenmoeten worden voltooid voor de Measure-fase: (1) Selecteer een interne CTQ
(2) Operationaliseer de CTQ's
(3) Valideer de meetprocedure
Lean: van hype naar verbetercultuur (boekentip)
Gepubliceerd in
Boeken over Lean Six Sigma
aug 02 2017
Lean: van hype naar verbetercultuur Bij Bol.com | Managementboek
Omdenken met Tony Robbins
Gepubliceerd in
Citaten: omdenken
aug 02 2017
Stop being afraid of what could go wrong, and start being excited of what could go right.
Prioriteren met de mogelijkhedencorridor van Philip Holt
Gepubliceerd in
Lean Six Sigma
aug 02 2017
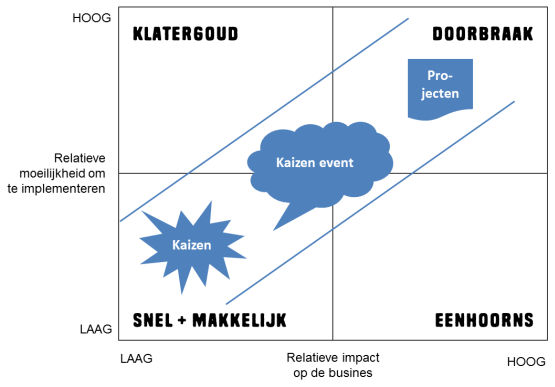
In het boek Leidinggeven aan Lean transformatie - Leading with Lean beschrijft Philip Holt zijn variant van de impact/inspannings-matrix. Hij introduceert zijn 'mogelijkhedencorridor' als methode voor het prioriteren van problemen:
Een veelgemaakte fout ... is alleen te focussen op problemen die groot zijn, dat wil zeggen, de grootste potentiële impact qua verbetering hebben, maar, uiteraard, ook de meeste inspanning kosten. Dit is een veelgemaakte fout in organisaties waar alleen 'experts' problemen oplossen en het resultaat is vaak dat problemen die kleiner zijn, maar die tezamen een grotere impact hebben, blijven doorwoekeren. In operationeel uitmuntende organisaties lost iedereen problemen op, waardoor prioritering plaatsvindt langs de 'mogelijkhedencorridor'. Daarbij worden een paar grote problemen opgelost via projecten, een behoorlijk aantal problemen worden opgepakt in meerdaagse, cross-functionele 'Kaizen events', en heel veel problemen worden op dagelijkse basis door de teamleden opgelost via 'Kaizen', soms ook wel 'Quick and Easy Kaizen' (QEK) genoemd, of snel en gemakkelijk Kaizen. De meeste problemen worden linksonder opgepakt, omdat ze snel en gemakkelijk op te lossen zijn en daarom zullen de teamleden zelf de probleemoplossing op zich nemen. Een heel belangrijke kanttekening bij het prioriteringsproces is dat problemen die met veiligheid te maken hebben altijd meteen bovenaan de lijst moeten komen, en kwaliteitsgerelateerde kwesties hoeven alleen te wijken voor veiligheid. Een safety first, quality always-benadering is een voorwaarde voor excellence en moet dus een vanzelfsprekendheid zijn in onze probleemoplossings-mindset. Als de keuze welke problemen opgelost moeten worden eenmaal is gemaakt, zijn zorgvuldigheid en discipline vereist om de problemen snel en effectief op te lossen. Maar het feit dat de tijd is gekomen om te prioriteren, betekent dat de teamleden die deze taak krijgen meer tijd zullen hebben om te focussen op deze 'paar uitverkorenen' en dus niet worden overspoeld met de 'vele hoopvolle'. Steun van leiders voor de snelle oplossing van de problemen is essentieel, waarbij de term 'snel' afhangt van de schaal van het probleem. De problemen linksonder in de mogelijkhedenmatrix zouden heel snel moeten kunnen worden opgelost, wellicht binnen een uur of zo, maar in elk geval binnen een dag of twee. De problemen rechtsboven daarentegen, kunnen aanzienlijk langer in beslag nemen en kosten wellicht enkele maanden om helemaal af te ronden. Wat belangrijk is, is dat het proces van probleemoplossing gegeven het probleem zo snel mogelijk verloopt, en dus niet traag is door overbelasting van de teamleden en de daarmee samenhangende wachttijden. Hierin spelen de leiders een rol. Een ander cruciaal element van 'probleemoplossing' als de manier-van-werken, is dat de oplossingen die worden ingevoerd ook duurzame oplossingen moeten zijn. Nogmaals, duurzaam is een relatief begrip, aangezien in sommige gevallen de oplossing korte termijn kan zijn om het verminderen van het probleem totdat een langere termijn oplossing wordt geïmplementeerd. Dit is een van de redenen dat de term 'oplossing' in veel Lean denken-organisaties zelden wordt gebruikt. Zij geven de voorkeur aan de term 'tegenmaatregel', omdat die, van nature, altijd tijdelijk is, alleen met verschillende niveaus van tijdelijkheid. Daarom zul je het gebruik van korte termijn en lange termijn tegenmaatregelen tegenkomen, maar nooit permanente, omdat het probleem op de langere termijn altijd beter kan worden opgelost, dat is immers de essentie van continu verbetering en een Kaizen-cultuur. Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Omdenken met Gaby Douglas
Gepubliceerd in
Citaten: omdenken
aug 01 2017
The hard days are the best because that's when champions are made.
Prestatie-indicatoren volgens Teun Hardjono, Steven ten Have & Wouter ten Have
Gepubliceerd in
Bluff Your Way Into
aug 01 2017
Wouter ten Have en Steven ten Have beschrijven in Het Boek Verandering - over het doordacht werken aan de organisatie hoe prestatie-indicatoren kunnen worden vastgesteld voor het meten en bijsturen van de resultaten van een geïmplementeerde strategie:
Om de resultaten van de implementatie en de effecten van de gekozen strategie te kunnen meten en bijsturen, worden door veel organisaties prestatie-indicatoren gebruikt. Een adequate set daarvan fungeert voor een organisatie als feedbacksysteem. Dat zorgt voor terugkoppeling en inzicht in prestaties van een organisatie (op onderdelen en processen). Prestatie-indicatoren zijn maatstaven die als meeteenheid dienen om te bepalen of een doelstelling bereikt is of gaat worden binnen een gestelde termijn. ... Een goede set prestatie-indicatoren is een managementinstrument om te kunnen sturen. De functie van, de wijze van totstandkoming en toepassing van prestatie-indicatoren worden door Hardjono, Ten Have & Ten Have (1997) uitgewerkt in de besturingsdialoog. De besturingsdialoog: balanceren met strategie en prestatie-indicatoren. Hardjono, Ten Have & Ten Have kiezen als uitgangspunt voor hun verhaal over prestatiebesturing dat, net als bij het vaststellen en vertalen van de strategische doelstellingen, ook voor het vaststellen van prestatie-indicatoren het adagium 'the profit is in the process' van toepassing is. Dat wil zeggen: het proces van vaststellen van prestatie-indicatoren en het verkrijgen van een gedeelde (gemeenschappelijke) betekenis heeft veel waarde voor het daadwerkelijk tot stand brengen van een resultaatgerichte wijze van sturen. Het proces van totstandkoming bestaat uit een aantal herkenbare stappen die in de dialoog op verschillende organisatieniveaus kunnen worden uitgevoerd. (...) Een effectieve inrichting van het proces van vaststelling van prestatie-indicatoren is de besturingsdialoog. Net als dat van de strategische doelstellingen vindt het vaststellen van prestatie-indicatoren 'cascade'-gewijs: iedere hiërarchische managementlaag stelt de indicatoren vast voor de laag daaronder. Deze indicatoren worden getoetst op een aantal criteria. Vervolgens worden de prestatie-indicatoren definitief vastgesteld en voorzien van normen. Dit proces gebeurt in enkele sessies met managers en het betrokken hoger management (bijv. directie en afdelingsmanagement). De vastgestelde strategische richting en de vertaalde doelstellingen vormen het vertrekpunt voor de besturingsdialoog. Op grond van deze doelstellingen zijn kritische succesfactoren vastgesteld alsmede sleutelactiviteiten of -processen. Eventueel kan aan het begin van de besturingsdialoog nog een herijking plaatsvinden van deze zaken. Belangrijk is in ieder geval dat er draagvlak bestaat voor deze uitgangspunten. De eerste stap is dat iedere deelnemer per doelstelling een aantal prestatie-indicatoren bedenkt. Deze indicatoren worden nog niet beoordeeld. Het gaat er in deze fase vooral om zo veel mogelijk indicatoren te verzamelen. De prestatie-indicatoren kunnen bestaande zijn, maar het kunnen ook nieuwe indicatoren zijn. De volgende stap is het ordenen van de prestatie-indicatoren op resultaatgebieden. ... Het gevolg van deze fase is dat per resultaatgebied een eerste beeld ontstaat van mogelijk relevante prestatie-indicatoren. Met deze lijst van criteria worden de prestatie-indicatoren in de verschillende resultaatgebieden beoordeeld. Een beoordeling op compleetheid en overzichtelijkheid vindt over het algemeen pas aan het einde van de totale besturingsdialoog plaats. Normaal gesproken levert deze fase van de besturingsdialoog een behoorlijke schifting van het aantal indicatoren op. Belangrijk is een zeker pragmatisme. ... Over het algemeen hanteren we de stelregel dat er per resultaatgebied (of veld van de Balanced Scorecard) maximaal vier prestatie-indicatoren mogen staan. Dit om overmaat aan indicatoren waarover gerapporteerd wordt, te voorkomen. Het is dus niet zo dat er altijd bij elk resultaatgebied vier indicatoren staan. Uiteindelijk gaat het om relevante indicatoren. De output van deze eerste sessie wordt na de voorgaande selectiestappen vastgesteld. Waarschijnlijk is het noodzakelijk een tweede slag te maken in deze besturingsdialoog. Deze kenmerkt zich vooral door de toets op operationalisering en het vaststellen van normen. Tussentijds kan een aantal zaken verder worden uitgewerkt: 'Kunne we daadwerkelijk meten?' 'Wat wordt de precieze formulering van de maatstaf?', 'Missen we nog indicatoren?' In de tweede sessie worden de prestatie-indicatoren vastgesteld en genormeerd. Er zijn verschillende soorten normen. Er kan een absolute norm worden afgesproken of een percentage. Een norm kan op verschillende manieren totstandkomen. Als het gaat om een nieuwe prestatie-indicator zal er een norm worden vastgesteld die over het algemeen in de loop der tijd wordt herijkt. Soms wordt een norm afgeleid van een norm op een hoger niveau. Of er wordt gekeken naar een norm binnen de branche. In deze fase worden ook afspraken gemaakt over review en monitoring. In principe worden de vastgestelde indicatoren verwerkt in businessplannen. De resultaten op de prestatie-indicatoren vormen de vaste agenda bij reviewgesprekken en zijn basis voor beoordeling van de performance van een organisatie. In de besturingsdialoog wordt een aanzet gegeven tot resultaatgericht sturen op basis van een set gedeelde indicatoren. De feitelijke toets is evenwel de praktijk. Resultaatgericht sturen wordt uitgevoerd in de dagelijkse managementpraktijk. ... Tot slot wordt de gekozen set van prestatie-indicatoren na één of twee jaar opnieuw bekeken en herijkt. Prestatie-indicatoren moeten voldoen aan een aantal criteria:
Voor de gehele set indicatoren gelden nog twee aanvullende, kwalitatieve eisen, namelijk compleet en overzichtelijk zijn:
Reactie toevoegen
Intelligente actie volgens Napoleon Hill
Gepubliceerd in
Citaten: omdenken
juli 31 2017
Action is the real measure of intelligence.
Het Not invented here-syndroom volgens Philip Holt
Gepubliceerd in
Lean Six Sigma
juli 31 2017
Philip Holt waarschuwt in zijn boek Leidinggeven aan Lean transformatie - Leading with Lean voor het Not Invented Here-syndroom:
Not invented here-syndroom Het 'not invented here'-syndroom ('niet hier uitgevonden') is een van de grootste belemmerende factoren voor effectief leren en kennisoverdracht die er bestaat. Het is een natuurlijke menselijke attitude die zich verzet tegen het idee dat de manier van werken van een ander beter zou kunnen zijn dan die van jezelf. En dat resulteert, in het beste geval, in het 'opnieuw uitvinden van het wiel' en op zijn slechts in het volledig missen van de kans om best practice te adopteren. In het gunstigste scenario zal het team het idee in essentie adopteren, maar in plaats van het over te nemen en aan te passen aan het werk in hun organisatie, zullen ze het volledig opnieuw ontwikkelen, inclusief het herschrijven van Standaard Werk-instructies in hun eigen taal. Tot op zekere hoogte kan dit onderdeel zijn van het verandermanagementproces, omdat het team het idee internaliseert en zich eigen maakt, wat kan helpen met de eigendom en het duurzaam toepassen van de benadering. Maar dit moet tot een minimum worden beperkt wil de organisatie een lerende organisatie worden, die snel nieuwe manieren van werken adopteert zonder buitensporige lange implementatietijden. In het slechtste scenario wijst het team best practices af als ongeschikt ... en creëert het een vorm van allergie tegen invloeden van buitenaf. Dit is een verandermanagementprobleem, omdat het diepgeworteld zit in de angst voor verandering. Maar het zal overwonnen moeten worden, wil de organisatie zijn voordeel kunnen doen met de vele best practices die ... bestaan. (...) De Lean implementatiebenadering moet zorgen dat de teamleden enkele van hun belangrijkste angsten voor verandering gaan aanpakken en de voordelen voor henzelf leren zien, door beantwoording van de 'What's in it for me?'-vraag die cruciaal is om de betrokkenheid bij de transformatie te verkrijgen. De 'not invented here'-mindset is niet altijd even duidelijk en de symptomen ervan kunnen zich manifesteren als waargenomen koppigheid of incompetentie wanneer het team er niet in slaagt de voordelen te bereiken ... Maar de Lean denken-leider begrijpt dat niets zo simpel is als het op het eerste gezicht lijkt. Hij zal de tijd nemen om in te zien en te begrijpen waarom intelligente en ervaren teamleden er niet in slagen de voordelen te behalen die voor alle andere zo duidelijk lijken. Alleen als hij dit begrijpt en inzicht toepast, kan deze belangrijke barrière worden weggenomen. Schaal, schaal, schaal Waar de best practices ook worden ontdekt of ontwikkeld, intern of extern, het is cruciaal dat ze zo snel mogelijk worden opgeschaald, om door de hele organisatie de schaal te verkrijgen die we nodig hebben. ... Zorgvuldig veranderleiderschap is vereist om het 'not invented here'-syndroom te vermijden. Opschalen kan dus niet opeen mechanische manier worden gedaan. In de beroemde woorden van Peter Senge: 'Mensen verzetten zich niet tegen verandering, ze verzetten zich ertegen veranderd te worden.' Het is daarom cruciaal dat de Lean leider de balans bewaart, tussen de snelheid van opschalen door 'cut and paste' en het overnemen van de ideeën door teamleden via het in eigendom nemen van de benadering. ... Het blijft noodzakelijk dat het ontvangende team de nieuwe manieren van werken adopteert via een proces waarbij het in eigendom nemen en het opnieuw uitvinden wordt beperkt: het Waarom en het Wat van de methodologieën moet duidelijk zijn, en de tijd die geïnvesteerd moet worden moet gaan over het Hoe. Omdat de hele organisatie ervaring opdoet in effectief leren, zal het een kerncompetentie worden en een continu onderdeel van de modus operandi van het team. Dit leren moet worden ondersteund met (i) een kennismangementsysteem waarmee snel en effectief kennis kan worden gedeeld tussen de teams, met name teams die geografisch verspreid zijn, en (ii) een Kaizen systeem dat snelle verbeteringen in een cultuur van continue verbetering mogelijk maakt, maar tegelijkertijd de noodzakelijke standaardisatie beschermt onder alle teamleden die dezelfde activiteit ondernemen. Dit betekent dat het probleem van wie Kaizen goedkeurt en wanneer ze kunnen worden geïmplementeerd moet worden opgelost. Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Eigen doelgericht volgens Brian Tracy
Gepubliceerd in
Citaten: omdenken
juli 30 2017
If you don't set goals for yourself, you are doomed to achieve the goals of someone else. |
|
Meer artikelen...
|
|
|
| JPAGE_CURRENT_OF_TOTAL |
|
Angst verwijdt de pupil, doch vernauwt de blik Frans Hiddema |


|

Learn Better Bij Bol.com |