Cost of poor quality volgens Ronald Does & Jeroen Mast
Gepubliceerd in
Lean Six Sigma

In het boek Six Sigma - stap voor stap beschrijven Ronald Does en Jeroen Mast het Lean Six Sigma-concept van de Cost of Poor Quality:

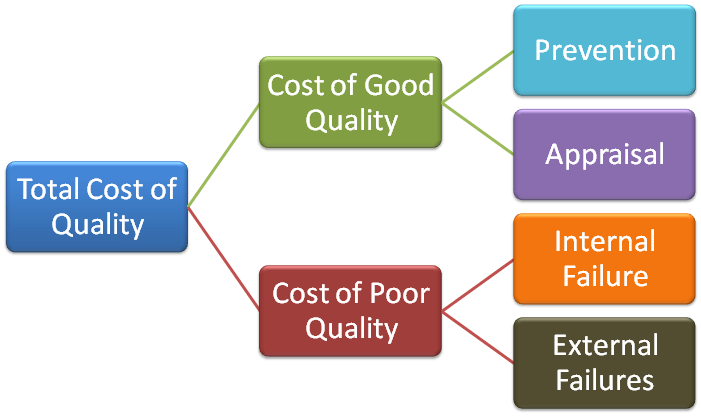
De kosten die ontstaan doordat producten niet in één goed gefabriceerd en diensten niet in één keer goed geleverd worden, heten de kosten door gebrekkige kwaliteit (cost of poor quality). Deze kosten ontstaan uit kosten van intern falen, kosten van extern falen, preventiekosten en inspectiekosten.
De onderstaande tabel geeft een overzicht van de diverse kostenposten:
Intern falen
|
Extern falen
|
Preventiekosten |
Inspectiekosten |
|
- Uitval
- Herbewerkingen
- Verliezen t.g.v. verkeerde leveringen
- Ongeplande stilstand
- Oplossen van verstoringen
- Hertesten
|
- Klachtenbehandeling
- Retourneren
- Instandhouden van een serviceorganisatie
- Schadevergoeding
- Goodwill-verliezen
- Boetes
|
- Opleiding en training
- Kwaliteitsplanning
- Controle van processen
- Productie van proefseries
- Kwalificatie van leveranciers
- Klantenservice
|
- Inspectie van toeleveringen
- Onderhoud van machines
- Kalibratie van apparatuur
- Keuren door kwaliteitsdienst
- Beproeven en testen
- Kwaliteitsaudits
|
Wat we kunnen leren van het overzicht is dat het niet in één keer goed produceren of leveren een onderneming veel geld kost. Een logisch gevolg is dat kwaliteitsverbetering geen geld kost - zoals vaak naïef wordt gedacht - maar juist geld bespaart.
Bron: Six Sigma - stap voor stap, Ronald Does & Jeroen Mast
Laatst aangepast op zaterdag, 02 december 2017 08:26
Lessons in Agile Management (boekentip)
Gepubliceerd in
Boeken over Lean Six Sigma
Lessons in Agile Management
On the Road to Kanban
David J Anderson
Bij Bol.com
Laatst aangepast op zaterdag, 29 juli 2017 11:08
Gepubliceerd in
Citaten: omdenken
The only thing worse than training employees and losing them is to not train them and keep them.
Zig Ziglar
Laatst aangepast op zaterdag, 29 juli 2017 07:12
Gepubliceerd in
Bluff Your Way Into
Laatst aangepast op maandag, 18 december 2017 21:39
The Routledge Companion to Lean managemnt (boekentip)
Gepubliceerd in
Boeken over Lean Six Sigma
The Routledge Companion to Lean Management (e-book)
Torbjorn H. Netland & Daryl J. Powell (Redactie)
Bij Bol.com
Laatst aangepast op vrijdag, 28 juli 2017 18:04
De verborgen fabriek volgens Ronald Does & Jeroen Mast
Gepubliceerd in
Lean Six Sigma
Ronald Does en Jeroen Mast beschrijven in het boek Six Sigma - stap voor stap het fenomeen van de verborgen fabriek:
Zowel in de dienstverlening als in de productie-industrie is het zinvol te denken in termen van processen. Een proces is een verzameling operaties en omstandigheden die bijeen worden gebracht om invoer in uitvoer om te zetten.
Een naïeve weergave van een proces zie je hieronder:

Deze weergave is typisch de weergave die in handboeken is terug te vinden en die een fabrieksmanager voor ogen staat. .... Een meer realistische weergave is als je niet alleen aangeeft dat invoer wordt omgezet in uitvoer, maar je ook laat zien dat een deel van de uitvoer ongeschikt is voor gebruik en om die reden herbewerkt of zelfs als verloren beschouwd moet worden.
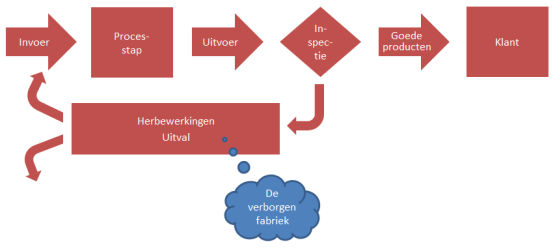
De activiteiten in een organisatie die gericht zijn op het herbewerken en anderzins afhandelen van eisen die niet aan de eisen voldoet, worden aangeduid als de 'verborgen fabriek'. Het onderhouden van de verborgen fabriek kost veel geld, maar voegt geen waarde toe aan de onderneming.
Bron: Six Sigma - stap voor stap, Ronald Does & Jeroen Mast
Bewaren
Laatst aangepast op maandag, 23 oktober 2017 13:11
Kaizen en Kaikaku volgens Philip Holt
Gepubliceerd in
Lean Six Sigma
In het boek Leidinggeven aan Lean transformatie - Leading with Lean beschrijft Philip Holt Kaizen en Kaikaku als complementaire benaderingen binnen de Lean transformatie:
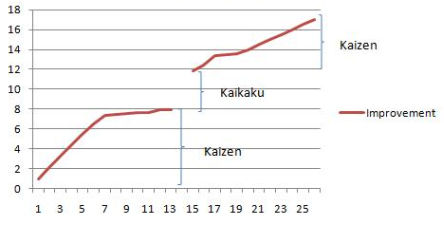
Het woord Kaizen is deel van het vocabulaire van de meeste mensen in moderne business. Ik verwacht zeker dat ook de lezers van dit boek goed bekend zijn met de betekenis ervan - letterlijk een 'verandering ten goede' of 'verbetering' - en met de Kaizen cultuur van ondernemingen die een grote meerderheid van organisaties probeert na te bootsen.
Een nauw daarmee verwante term in het Japanse Lean lexicon is Kaikaku, wat letterlijk vertaald 'radicale verandering' betekent. Dit betreft het deel van de verbeteringen waarbij veranderingen in de business worden aangebracht die met de kleinere incrementele stappen van Kaizen niet bereikt zouden kunnen worden.
Kaizen is niet beter dan Kaikaku of omgekeerd. Beide zijn nodig voor een succesvolle transformatie, het opbouwen van een Kaizen cultuur waarbij ieder lid van onze organisatie elke dag duurzame verbeteringen doorvoert (Kaizen), terwijl uiterst effectieve projectteam en Kaizen eventteams radicale verbeteringen creëren op minder frequente maar nog altijd regelmatige basis (Kaikaku).
Deze complementaire benaderingen zijn absoluut essentieel als we onze ondernemingsdoelen willen halen, en moeten worden omarmd in de Lean transformatie.
Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Laatst aangepast op zaterdag, 02 december 2017 08:26
DMAIC volgens Ronald Does & Jeroen Mast
Gepubliceerd in
Lean Six Sigma

Ronald Does en Jeroen Mast beschrijven in het boek Six Sigma - stap voor stap DMAIC-methode als de (Lean) Six Sigma-techniek voor het verbeteren van processen:
Six Sigma Breakthrough Cookbook (DMAIC)
Om processen dramatische verbeterslagen te laten maken, is een uitgekiende methodiek nodig. Voor het uitvoeren van verbeterprojecten biedt Six Sigma een stappenplan dat DMAIC wordt genoemd. Deze afkorting geeft de belangrijkste fasen van een project weer.
(1) Define (Definiëren)
Een project wordt geselecteerd, alsmede het bijbehorende proces en een projectleider
(2) Measure (Meten)
Het project wordt operationeel gemaakt door een meetbare karakteristiek (CTQ - Critical to Quality) te selecteren, de eisen aan deze kwaliteitskarakteristiek te specificeren en de betrouwbaarheid van de meetmethode te verifiëren.
(3) Analyze (Analyseren)
Het huidige gedrag van de CTQ wordt gemeten. Aan de hand hiervan kan een doelstelling geformuleerd worden voor het project. Daarnaast wordt het gedrag van de CTQ geanalyseerd om aanwijzigingen te vinden voor invloedsfactoren.
(4) Improve (Verbeteren)
De belangrijkste invloedsfactoren worden onderzocht en hun op de CTQ gemodelleerd.
(5) Control (Borgen)
Het kwaliteitsbeheersingssysteem wordt aangepast aan de nieuwe inzichten.
De fasen van DMAIC kunnen onderverdeeld worden in twaalf stappen, die de mijlpalen vormen van een verbeterproject:
| DMAIC-fase |
Stap |
Define/Measure
|
1. Selecteer de interne CTQ |
| 2. Operationaliseer de CTQ |
| 3. Valideer de meetprocedure |
| Analyze |
4. Bepaal de procesprestatie |
| 5. Bepaal de doelstelling van het project |
| 6. Identificeer potentiële invloedsfactoren |
| Improve |
7. Selecteer de belangrijkste invloedsfactoren |
| 8. Stel de relatie vast tussen CTQ en invloedsfactoren |
| 9. Ontwerp verbeteracties |
| Control |
10. Pas het kwaliteitsbeheersingssysteem aan |
| 11. Bepaal de nieuwe procesprestatie |
| 12. Sluit het project af |
Voor de uitvoering van iedere stap heeft de projectleider een gereedschapskist aan statistische en niet-statistische technieken tot zijn beschikking.
Bron: Six Sigma - stap voor stap, Ronald Does & Jeroen Mast
Laatst aangepast op dinsdag, 24 oktober 2017 07:05
5W + 1H-methode volgens Philip Holt
Gepubliceerd in
Lean Six Sigma

Philip Holt beschrijft in het boek Leidinggeven aan Lean transformatie - Leading with Lean de 5W + 1H-methode:
Een eenvoudige manier om de probleemformulering op te stellen die, met wat oefening, snel te doen is voor de wat kleinere problemen, is de 5W + 1H. ... 5W + 1H is een zeer effectieve probleemdefinitie-benadering ... en wordt gebruikt door de volgende zes vragen te beantwoorden:
-
Wat is het probleem?
-
Waarom is het een probleem?
-
Voor Wie is het een probleem?
-
Wanneer is het een probleem?
-
Waar is het een probleem?
-
Hoe groot is het probleem?
Het belang van deze aanpak is dat hij aanzet tot een data-gestuurde benadering om het probleem te definiëren en voorkomt dat het team vanuit perceptie of instinctief werkt. De vragen hebben een zekere mate van overlap, en het is ook niet bedoeld als exacte wetenschap. De bedoeling is dat een 'probleemformulering' wordt gegenereerd, op basis van feiten, die alle zes vragen adequaat beantwoordt.
Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Laatst aangepast op donderdag, 26 oktober 2017 06:06
De omgekeerde organisatiepiramide volgens Paul van Schaik
Gepubliceerd in
Lean Six Sigma
In zijn boek De Prestatiedoorbraak - behaal ongekende resultaten met bevlogen medewerkers beschrijft Paul van Schaik hoe leidinggevenden binnen een organisatie gericht zouden moeten zijn op het ondersteunen van de medewerkers op de werkvloer:
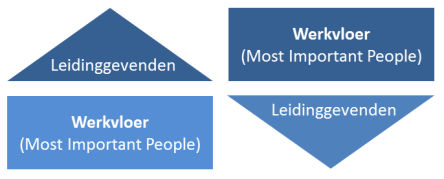
Van cocon naar omgekeerde piramide
Veel managers leven in een cocon. Hun natuurlijke omgeving bestaat uit de vergaderzalen waar ze met andere managers en directieleden bijeenkomen voor vergaderingen en prestentaties. Zodra zo'n manager uit zijn ietwat geïsoleerde vergaderzaal komt, vertelt hij zijn medewerkers wat zij moeten doen, zonder voldoende contact te maken met de realiteit van de werkvloer.
Zoals gezegdbepaalt 10% van het bedrijf vaak de randvoorwaarden waarin de medewerkers en direct leidinggevenden moeten werken. Maar wat nou als je deze organisatiepiramide omdraait en de MIP's in hun kracht zet, door hun verbetersuggesties over de klantervaring of snellere afhandeling te benutten? Als je een bedrijf inricht volgens het principe van de omgekeerde piramide, ga je ervan uit dat een manager er is om te faciliteren dat de MIP zijn werk in één keer snel, goed en plezierig kan doen.
Natuurlijk zijn directieleden en managers er om besluiten te nemen en de grote lijnen te schetsen voor medewerkers. Dat is immers hun kerntaak, gedreven door de aandeelhouders, klanten, marktomstandigheden en strategie. Maar als je vanuit klantbehoeften kijkt, is het net zo belangrijk om medewerkers op de werkvloer goed te faciliteren. Daar, op die werkvloer, wordt immers de toegevoegde waarde voor de klant geleverd. Laat medewerkers zo veel mogelijk zelf aangeven welke faciliteiten zij nodig hebben om de doelen te realiseren die gezamenlijk zijn opgesteld.
Indirect draag je zo bij aan de intrinsieke motivatie van de medewerker, omdat hij grip krijgt op zijn werk en daar meer succesvol in wordt. En, minstens zo belangrijk: alleen die medewerker kan zorgen dat de klant een unieke, positieve ervaring krijgt.
Bron: De Prestatiedoorbraak - haal het beste uit je team, begin bij jezelf, Paul van Schaik
Bewaren
Laatst aangepast op maandag, 23 oktober 2017 13:11
|