Smalpdf is een handig hulpmiddel voor het online omzetten van een PDF-bestand naar Powerpoint-dia's.
Reactie toevoegen
|
Converteren van PDF naar Powerpoint (PPT)
Gepubliceerd in
Losse flodders


apr 30 2017
Smalpdf is een handig hulpmiddel voor het online omzetten van een PDF-bestand naar Powerpoint-dia's. Reactie toevoegen
De Wet van Little volgens Webers, Van Engelen & Luijben
Gepubliceerd in
Lean Six Sigma
apr 29 2017
In het boek Het groot verbeterboek - meer dan 120 tools en concepten voor procesverbeteraars en verandermanagers beschrijven Neil Webers, Lucas van Engelen en Thom Luijben de Wet van Little:
De Wet van Little geeft inzicht in het effect van een verandering in een van de drie grootheden WIP, CT en GO op de andere twee. WIP staat voor het Werk In het Proces. Dit zijn alle eenheden in het proces die uiteindelijk worden bewerkt tot een eindproduct. Bij diensten zijn dit de eenheden waaraan de dienst wordt geleverd. CT staat voor CyclusTijd van de eenheid in het proces. Dit is de gemiddelde tijd in het proces die nodig is om een eenheid te produceren of van de dienst te voorzien. Dus de gemiddelde tijd dat de eenheden van begin tot eind in het proces zijn. Go staat voor Gemiddelde Opbrengst: het aantal eenheden dat in het proces is geproduceerd per tijdseenheid. De wet ziet er zo uit: WIP = CT * GO Resultaat De Wet van Little geeft inzicht in wat er gebeurt als je een van de drie grootheden in een proces verandert. Aanpak Er is geen sprake van een aanpak bij de Wet van Little waarbij het direct zichtbaar is dat het draaien aan één grootheid leidt tot het veranderen van één van de andere twee grootheden. In die zin is het geen gemakkelijke wet. Dit komt doordat deze grootheden onderling samenhangen. Het hangt helemaal af van de processituatie af (denk hierbij aan de capaciteit van de procesonderdelen, de tijd, de voorraden en de variatie in de procesprestaties en aanvoer) hoe de verandering in een van de grootheden leidt tot veranderingen in de andere twee. Zo zal het instellen van een bovengrens aan de WIP (wat de kern is van een kanban-systeem) betekenen dat de cyclustijd verlaagd moet worden om te voorkomen dat het gemiddeld geproduceerde aantal stuks achteruitgaat. In de praktijk In de praktijk geeft de wet bijvoorbeeld het volgende inzicht. (...) Mensen vinden het vaak onprettig om te werken tussen dossiers die nog in bewerking zijn. Uit analyses blijkt dat deze dossiers veelal 'wachtend' doorbrengen. Er is dus sprake van hoge WIP en een lange doorlooptijd. Het verminderen van de wachttijd van de dossiers (bijvoorbeeld door deze in één keer af te werken) vermindert de doorlooptijd en de dossiers zullen als sneeuw voor de zon uit het proces verdwijnen zonder dat de feitelijke productiviteit (de tijd waaraan werkelijk aan de dossiers wordt gewerkt) wordt verhoogd. En dat komt de werkbeleving ten goede.
Destructieve doelen volgens W. Edwards Deming
Gepubliceerd in
Lean Six Sigma
apr 28 2017
People with targets and jobs dependent upon meeting them will probably meet the targets - even if they have to destroy the enterprise to do it.
Jidoka volgens John Shook & Toshiko Narusawa
Gepubliceerd in
Lean Six Sigma
apr 27 2017
John Shook en Toshika Narusawa beschrijven in hun boek Kaizen Express - De bouwstenen voor jouw Lean traject het Lean-concept Jidoka:
Wat is Jidoka? Jidoka of automatisering met een menselijk aspect Jidoka [is één van de pilaren van TPS] De Japanse term 'jidoka' gebruiken we in elke taal als een technische TPS-term. In het Nederlands worden soms ook de termen 'intelligente automatisering', of 'automatisering met een menselijk aspec' of 'autonomisering' (een samenvoeging van 'autonome automatisering'). Jidoka heeft twee belangrijke kenmerken: (1) Een automatische stop en (2) een waarschuwingssignaal. Maar het heeft ook een andere cruciale dimensie: het scheiden van mensen werk en machinaal werk en zorgen dat machines (of welke hulpmiddelen ook, inclusief software) voor mensen werken en niet andersom. Jidoka heeft betrekking op werkzaamheden met een ingebouwd vermogen om afwijkingen te signaleren en zichzelf stop te zetten om de productie van defecten te voorkomen. Wat is Jidoka? Jidoka betekent dat operators en apparatuur het vermogen hebben om te signaleren wanneer er een afwijkende situatie optreedt en direct het werk stil te leggen om maatregelen te nemen. Waarom moeten we Jidoka werken? Waar machines en processen zichzelf niet met Jidoka kunnen uitrusten, zijn er operators nodig om toezicht te houden op de apparatuur en defecten te voorkomen. Jidoka geeft operators het vermogen om in elk proces kwaliteit in te bouwen en om mensen te scheiden van machines om efficiënter te kunnen werken. Wat kunnen we bereiken door mensenwerk van machinaal werk te scheiden? Als operators met behulp van jidoka worden vrijgesteld van puur toezicht houden op machines, kunnen zij tijdens een machinecyclus ander waardecreërend werk doen. (...) Sakichi Toyoda (1867-1930), de oprichter van de Toyota Group, ontwikkelde het concept jidoka, aan het begin van de 20ste eeuw. (...) Toyoda vond een automatisch weefgetouw vond een automatisch weefgetouw uit dat zichzelf stopte als er problemen waren. In zijn weefgetouw bouwde hij het vermogen in om te stoppen zodra er een kettingdraad brak,, en om bijna lege spoelen uit te werpen en nieuwe in te brengen in de laatste seconde voordat een spoel volledig leeg was. Dit gebeurde allemaal terwijl de machine op volle snelheid draaide. Zijn uitvinding leidde tot grote kwaliteits- en productiviteitsverbeteringen en stelde operators in staat om werk te doen dat meer waarde opleverde dan simpelweg toezicht houden op automatische weefgetouwen. Uiteindelijk werd dit concept - het zodanig ontwerpen van machines dat zij automatisch stopten en direct de aandacht vestigden op problemen - een cruciaal onderdeel van elke machine, elke productielijn en elke Toyota-activiteit. (...) Nog even terug naar jidoka Jidoka betekent dat je ervoor zorgt dat een productieproces automatisch en direct stopt zodra er een probleem of defect optreedt. De vroegste vorm van jidoka werd in de jaren twintig van de vorige eeuw uitgevonden door Sakichi Toyoda, die het toepaste voor zijn automatische weefgetouwen. Bron: Kaizen Express - De bouwstenen voor jouw Lean traject, Toshiko Narusawa & John Shook
Weet wat je meet (clear desk policy)
Gepubliceerd in
Losse flodders
apr 26 2017
Ingebouwde kwaliteit (Jidoka) volgens Rudy Gort
Gepubliceerd in
Lean Six Sigma
apr 26 2017
Rudy Gort beschrijft in zijn boek Lean Basis - fundament voor groei hoe Lean streeft naar het inbouwen van kwaliteit in het proces:
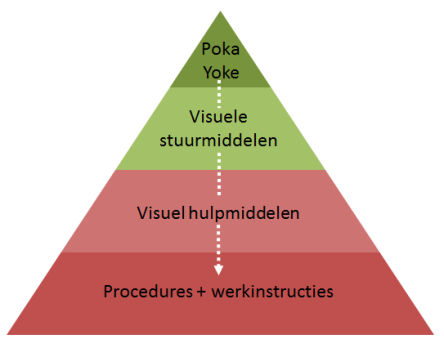
Jidoka: kwaliteit ingebouwd Jidoka ... gaat over het kwaliteit inbouwen in het proces. Het verwijst naar de eigenschap om afwijkingen te detecteren en te stoppen, zodat er geen fouten worden geproduceerd en doorgegeven. (...) Het Jidoka-principe gaat helemaal terug tot Toyota-oprichter Sakichi Toyoda, met zijn uitvinding van de automatische weefmachines. Een van zijn uitvindingen was een hulpmiddel dat een draadbreuk kon detecteren (door een loodje aan het draadje at op de grond viel na een draadbreuk) en de machine direct stopte. Het belangrijke hieraan was dat men de mogelijkheid had het probleem op te lossen en verdere kwaliteitsproblemen te voorkomen. Een simpel idee dat leidde tot diepgaande inzichten: kwaliteit moet ingebouwd worden tijdens het proces, omdat achteraf te laat is. Hiervoor is wel vereist dat de macht wordt teruggegeven aan de medewerkers en ze doorlopend gestimuleerd worden deze empowerment daadwerkelijk te gebruiken. Voorkomen is beter Kwaliteit verbeteren door eindinspectie is te laat, ineffectief en kostbaar. Wanneer een product eenmaal de fabriek heeft verlaten, is het te laat om er nog iets aan te doen. En je krijgt geen kwaliteit door inspectie, maar door verbetering van het productieproces. Inspectie, afkeuren, afwaarderen en herstelwerk zijn geen corrigerende acties op het proces. Herstelwerk verhoogt kosten en niemand vindt het leuk werk. Het aantal inspecteurs verhogen helpt al helemaal niet en werkt zelfs averechts, omdat elke inspecteur ervan uitgaat dat de ander zijn werk doet en dus heeft geïnspecteerd. Kwaliteitsinitiatieven door inspectie laten een oppervlakkige toewijding aan kwaliteit zijn, het geeft mensen hooguit het gevóél dat ze iets bereikt hebben. Bovendien zorgt continue inspectie voor een angstcultuur, waarbij tegenspraak wordt gelabeld als 'anti-kwaliteit'. Ingebouwde kwaliteit - zorgen dat problemen niet verder doorgeschoven worden - is veel effectiever en minder duur dan inspecties en reparaties van kwaliteitsproblemen aan het einde van de lijn. Het belang van 'in één keer goed' en 'geef geen fouten door' neem daardoor sterk toe. Je wordt in een lean-organisatie dan ook niet bekritiseerd wanneer je kwaliteit vooropstelt en zodoende productiedoelstellingen niet haalt; maar wel wanneer je problemen niet meldt. Het is binnen een Lean-systeem namelijk van groot belang dat je tijdig de hulpvraag stelt (door een andon-signaal te geven) en de bronoorzaak achterhaalt en oplost. (...) [Door] de druk om 'de getallen' te halen wordt dit de gewoonte. Foutieve indicatoren en beloning op getallen (output) in plaats van gedrag (proces), maakt van elke trotse kwaliteitsmedewerker een afgestompte doordouwer. Een kwaliteitsverbeterprogramma heeft dan ook weinig zin wanneer het niet vergezeld gaat met aanpassingen in prikkels (persoonlijke bonussen), wervingsbeleid, productstrategie en budgetteringspraktijken. Fouten worden eenmaal gemaakt, maar we kunnen ze stoppen voordat ze doorgaan naar het volgende proces! In lean-termen heet dit zone control. Bij traditionele inspectie wordt een gespecialiseerde kwaliteitscontroleur van buiten het werkproces gebruikt. Bij lean zone control daarentegen, zoekt men naar methoden om fouten te voorkomen, of ervoor te zorgen dat we ze niet doorgeven. Want problemen oplossen bij de bron bespaart uiteindelijk verderop tijd en geld. Daarom is Toyota zoveel succesvoller dan andere organisaties, omdat het sterk is in het eerder zien van problemen. Niet pas wanneer deze groot zijn, maar wanneer ze klein en overzichtelijk zijn, eenvoudig te begrijpen en er nog iets aan te doen is. Wat veel gebeurt om fouten te voorkomen, is procedures schrijven. Echter, papier is geduldig en procedures worden zelden gelezen of onthouden, en voorkomen daarmee nauwelijks fouten. Sterker nog, ze verhogen slechts de werklast waardoor de kans op fouten toeneemt! Denk maar eens aan een spoorwegovergang. Je kunt een bord met tekst plaatsen, maar dan gaat het ooit een keer vreselijk mis (wat dus ook te vaak gebeurt). Daarom gaan we het liefst boven in de zogenoemde borgingspiramide zitten. Zoeken naar een slimme manier om fouten te voorkomen, zodat je geen fouten kunt maken. Dit noemt men poka yoke middelen, ook wel het fool-proof maken. Het zijn veelal simpele en creatieve, maar zeer effectieve oplossingen (denk maar aan het loodje aan het weefdraad). Hierbij hoort ook een standaard, die zegt wat er moet gebeuren als er een afwijking wordt gevonden. Standaardisatie - en de visualisatie daarvan - is zelf ook een manier om kwaliteitsproblemen te voorkomen. Een goede manier om fouten te voorkomen voldoet aan de volgende criteria:
Geef empowerment In de tijd van het ambacht lag de kwaliteitscontrole geheel bij degene die het product maakte. Toen we meer in massa zijn gaan produceren, werden uitvoering en denkwerk - en daarmee de verantwoordelijkheid voor kwaliteit - gescheiden (met 'dank' aan Henri Fayol). Kwaliteitssystemen zoals ISO-9001 hebben hier geen echte verandering in gebracht. De meeste bedrijven leggen de verantwoordelijkheid in dat geval bij een stafafdeling en controleren met (twee)jaarlijkse audits of de regeltjes worden gevolgd. De verleiding is groot om te leunen op stapels bureaucratische documentatie, zonder dat de klant er beter van wordt. Verwar kwaliteit en standaardisatie binnen Lean dus niet met bureaucratische systemen zoals ISO-9001, die gebruikt worden als een gedetailleerd handboek met vastgeroeste standaardprocedures die gevolgd moeten worden, of met kwaliteitsafdelingen die met statische analysemethodes een grote stroom data analyseren, zoals bij Six Sigma. Binnen Lean ligt de verantwoordelijkheid voor kwaliteit bij degene die het proces uitvoert. Met machines kunnen we weliswaar iets inbouwen waardoor ze automatisch afwijkingen detecteren en stoppen, maar hoe doen we dat met mensen? Dat kan door ieder teamlid de verantwoordelijkheid én morele verplichting te geven om, zodra er een afwijking van de standaard is, het proces stil te laten leggen (door op een knop te drukken of aan een koord te trekken). Ze voelen dan de macht, echte empowerment, en weten daarmee ook dat ze serieus genomen wordt. (...) Het werkt volgens Jeffrey Liker alleen wanneer je de werknemers het principe duidelijk maakt van het 'aan de oppervlakte brengen van kwaliteitsproblemen', zodat ze deze problemen in het vervolg kunnen verhelpen en voorkomen. Teamleiders moeten bereikbaar zijn; stand-by staan voor als er een hulpsignaal i. (...) Het blijkt overigens moeilijk dit principe over te brengen, omdat de veronderstelling bij medewerkers leeft dat ze verweten worden van slecht werk wanneer ze een stopsignaal moeten geven. De mores is immers: het maakt niet uit hoe je dat doet, zolang je maar de afgesproken aantallen haalt! Het beruchte management by numbers. Te veel productie is onder zo'n regime geen probleem, maar bij te weinig krijg je de wind van voren. Kwaliteitsproblemen worden dan gewoon uit de lijn gehaald, zodat men maar door kan gaan. Deze probleemgevallen worden later wel bekeken, door een speciale afdeling. Het duurt zodoende vaak maanden om iemand bij te brengen dat het een must is om een stopsignaal te geven bij problemen. Bron: Lean Basis - fundament voor groei, Rudy Gort
Lean volgens Stassen, Torremans & Van der velde (2)
Gepubliceerd in
Lean Six Sigma
apr 26 2017
Ruud Stassen, Huub Torremans & Bas van der Velde visualiseren in het artikel Lean-INK: continu en cyclisch verbeteren beschrijven Lean management als volgt:
Lean management is gebaseerd op de manier waarop een organisatie haar processen inricht, bestuurt en verbetert en vindt zijn oorsprong in het Toyota Productie Systeem (TPS). Belangrijke uitgangspunten daarbij zijn maximaliseren van klantwaarde en het elimineren van verspilling. De Lean management-benadering bestaat uit een groot aantal bouwstenen en instrumenten, ingebed in een heldere managementfilosofie. Lean management kent daarbij drie pijlers:
(...) Bij Lean management vormen de 'tools' misschien wel het meest tastbare, maar niet het meest fundamentele onderdeel. De tools die binnen Lean management gebruikt worden, leiden pas echt tot duurzame organisatieverbetering als de organisatie zich de manier van denken eigen heeft gemaakt en als de leiding actief Lean management uitdraagt.
Begrijpend weten volgens Albert Einstein
Gepubliceerd in
Lifehacking
apr 26 2017
Destructieve doelen volgens W. Edwards Deming
Gepubliceerd in
Lean-tegeltje
apr 25 2017
Meten is weten volgens Eli Goldratt
Gepubliceerd in
Citaten: omdenken
apr 25 2017
Tell me how you measure me: i will tell you how I behave. If you measure me in an illogical way ... do not complain about illogical behavior. |
|
Meer artikelen...
|
|
|
| JPAGE_CURRENT_OF_TOTAL |
|
We hebben haast, dus laten we eerst rustig nadenken. Chinees gezegde |


|

The Power of Moments Bij Bol.com | Managementboek
|