Adjustment of a process that is in statistical control, initiated on appearance of a fault item or a mistake, as it arose from an obvious immediate cause, will only create more trouble, not less.
William Edwards Deming
Tags:
|
Disruptieve procesverbetering volgens W.E. Deming
Gepubliceerd in
Citaten: management


sept 02 2013
Adjustment of a process that is in statistical control, initiated on appearance of a fault item or a mistake, as it arose from an obvious immediate cause, will only create more trouble, not less. William Edwards Deming Tags:
Veranderen volgens Bruce Springsteen
Gepubliceerd in
Citaten: verandermanagement
sept 02 2013
Beslist (boekentip)
Gepubliceerd in
Boeken over persoonlijke effectiviteit
sept 01 2013
Focus volgens Denis Waitley
Gepubliceerd in
Citaten: willen = kunnen
sept 01 2013
Goals provide the energy source that powers our lives. One of the best ways we can get the most from the energy we have is to focus it. That is what goals can do for us; concentrate our energy. Denis Waitley
Motivatie volgens Marian Wright Edelman
Gepubliceerd in
Citaten: motivatie
aug 31 2013
Never work just for money or for power. They won't save your soul or help you sleep at night. Tags:
Bedrijfsarchitectuur op basis van Novius Architectuur Methode (boekentip)
Gepubliceerd in
Informatiemanagement
aug 31 2013
Bedrijfsarchitectuur op basis van Novius Architectuur Methode Bij Managementboek Reactie toevoegen
Motivatie volgens Ray Bradbury
Gepubliceerd in
Citaten: motivatie
aug 30 2013
LSS: Control Chart (regelkaart) - 1/2
Gepubliceerd in
Lean Six Sigma
aug 29 2013
Een Control Chart (regelkaart) is een grafisch hulpmiddel om de procesprestaties in chronologische volgorde weergegeven. Walter Shewhart ontwikkelde in de jaren twintig van de vorige eeuw de Control Chart als hulpmiddel voor het identificeren van variatie.
Alleen aan de hand van regelkaarten kun je variatie identificeren en begrijpen. Walter Shewhart vond dat bedrijven te veel tijd verspilden doordat ze de soorten variatie door elkaar haalden en de verkeerde actie ondernamen. Dus ontwikkelde hij in de jaren twintig van de vorige eeuw de regelkaart. Shewhart had voor ogen dat het met de regelkaart eenvoudiger zou zijn om variatie te identificeren. Hij wist dat zijn regelkaart een runchart zou moeten zijn van het gemiddelde en ook de upper en lower control limits (UCL en LCL). Deze upper en lower control limits laten het natuurlijke bereik zien van de procesresultaten, maar hij wist niet zeker waar hij deze control limits moest zetten. Shewhart voerde duizenden experimenten uit om de beste positie van de control limits te ontdekken. Hij vond uit dat de beste positie was op plus en min drie standaarddeviatie van het gemiddelde. ... [Één] standaarddeviatie geeft het gemiddelde verschil weer tussen het procesresultaat en het gemiddelde van alle procesresultaten. Het meet variatie. En op plus één en min één standaarddeviatie van het gemiddelde zul je ongeveer tweederde van de totale resultaten terugvinden. Op plus en min twee standaarddeviatie zul je ongeveer 95 procent van de resultaten gedekt hebben en als de control limits op plus en min drie standaarddeviatie gezet worden, zal 99,73 van de gegevens hier binnen vallen. (...) Shewart koos ervoor om de control limits op deze punten te plaatsen omdat ze hier het effectiefst zijn bij het maken van onderscheid tussen natuurlijke en speciale oorzaak variatie. In de loop van de tijd hebben vele andere statistici de experimenten van Shewhart overgedaan en ze hebben geconcludeerd dat hij de limieten precies op de juiste plek heeft gezet.
De begrippen natuurlijke variatie (common-cause variation) en speciale oorzaak variatie (special cause variation) gaan over de vraag of een gemeten procesprestatie beschouwd kan worden als 'verwacht' gedrag voor het proces of dat er iets bijzonders aan de hand is.
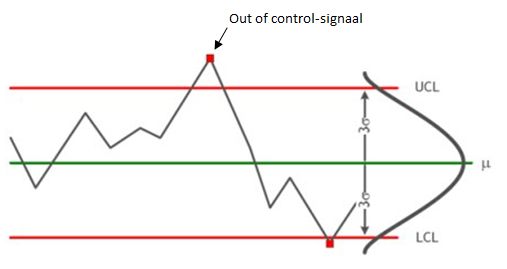
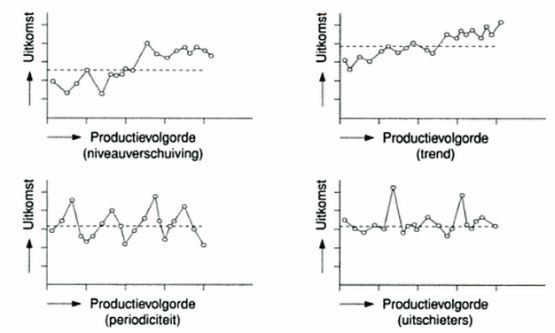
Common-cause variation komt voort uit de normale werking van het proces en is gebaseerd op het ontwerp van het proces, procesactiviteiten, materialen en andere procesparameters. We noemen deze variatie ook wel ruis. Valt een datapunt echter buiten de control limits, dan is er iets bijzonders gebeurd in het proces. Met andere woorden, iets ongewoons heeft ervoor gezorgd dat het proces onbeheersbaar is. Dit noemen we special cause variation. Dit zegt: 'De waarschijnlijkheid dat een procesmeting zo ver van het gemiddelde ligt, is op basis van het gedrag van het proces tot op dat moment minder dan 0,3 procent.' Het voorkomen van een meting met zo'n lage waarschijnlijkheid suggereert dat er speciale omstandigheden waren die het proces hebben beïnvloed. Deze eenvoudige, kwantitatieve benadering met behulp van waarschijnlijkheid vormt de essentie van alle regelkaarten. De control chart is een belangrijk onderdeel van Statistical Process Control (SPC). SPC is een hulpmiddel voor het monitoren, beheersen en verbeteren van procesprestaties, door (de oorzaak van) variatie te bestuderen. Door het begrijpen van natuurlijke, willekeurige variatie (ruis), voorkom je dat je onnodig gaat ingrijpen in het proces. Alleen special cause variation ga je op zoek naar een aanwijsbare oorzaak en implementeer je - nadat je de hoofdoorzaak hebt gevonden - correctieve actie(s). Anders gezegd: alleen bij out-of-control signalen begin je een onderzoek naar de hoofdoorzaak en implementeer je mogelijk een correctie-actie. Naast het beoordelen van de stabiliteit van een proces, kan een regelkaart ook gebruikt worden voor het signaleren van trends en patronen in de procesprestaties.
Moraal van het verhaal is dat je met behulp van een control chart visueel kunt controleren of er speciale oorzaken zijn die inwerken op het proceskenmerk dat je in kaart brengt. Wanneer sprake is van een stabiel en voorspelbaar proces vormen de grafiekpunten geen speciaal patroon en liggen ze binnen de bovensten en onderste controlelimieten. Wanneer er een of meer grafiekpunten buiten de controlelimieten ligt, is dit een waarschuwing dat een speciale oorzaak het proces beïnvloedt en is nader onderzoek vereist.
Zie ook: LSS: Control chart (regelkaart) 2/2, Bron: Lean Six Sigma voor dummies, John Morgan, Martin Brenig-Jones, Six Sigma voor Dummies, Craig Gygi, Neil DeCarlo en Bruce Williams en Kwaliteitsmanagement in beweging, J.D. van der Bij, Manda Broekhuis en J.F.B. Gieskes
Onzichtbare kwaliteit volgens Deming
Gepubliceerd in
Citaten: management
aug 29 2013
One gets a good rating for fighting a fire. The result is visible; can be quantified. If you do it right the first time, you are invisible. You satisfied the requirements. That is your job. Mess it up, and correct is later, you become a hero. William Edwards Deming Tags:
Autorisatiebeheer binnen BiSL
Gepubliceerd in
Bluff Your Way Into
aug 28 2013
In het artikel Misvattingen, misverstanden en vragen over ASL en BiSL gaan Machteld Meijer en René Sieders in op het misverstand dat binnen BiSL het proces autorisatiebeheer vergeten zou zijn. Meijer en Sieders erkennen dat binnen het BiSL-boek het onderwerp autorisatiebeheer enigszins onderbelicht is, maar ze stellen dat er wél verschillende activiteiten worden onderkend op het gebied van autorisatiebeheer. Deze activiteiten zijn ondergebracht bij verschillende BiSL-processen. Juist vanwege deze spreiding wordt autorisatie niet als apart proces onderkend. Meijer en Sieders onderkennen zeven activiteiten die betrekking hebben op autorisatiebeheer en plotten deze als volgt op de BiSL-processen:
Bron: Misvattingen, misverstanden en vragen over ASL en BiSL, Machteld Meijer en René Sieders |
||||||||||||||||
|
Meer artikelen...
|
||||||||||||||||
|
|
||||||||||||||||
| JPAGE_CURRENT_OF_TOTAL |
|
Champions do not become champions when they win the event, but in the hours, weeks, months and years they spend preparing for it. The victorious performance itself is merely the demonstration of their championship character” T. Alan Armstrong |


|

Het nieuwe succes |