Binnen Lean Six Sigma is Statistical Process Control (SPC) een belangrijk instrument voor kwaliteitsmanagement. SPC is bekend gemaakt door William Edwards Deming en heeft twee belangrijke uitgangspunten:
-
Regelkring (PDCA-cyclus).
-
Demingcirkel.
(1) Regelkring
De grondgedachte van de regelkring is het uitgangspunt dat een product of dienst niet zomaar tot stand komt, maar een gevolg is van een aantal achtereenvolgende activiteiten, oftewel een proces. Het principe van de regelkring moet ervoor zorgen dat het product aan het eind van het proces voldoet aan de eisen die eraan worden gesteld. In een regelkring kunnen de volgende activiteiten worden onderscheiden:
-
Plannen (het bepalen van de gewenste output; norm).
-
Meten (verzamelen van relevante informatie).
-
Vergelijken van de realiteit met de norm
-
Besluiten over het ingrijpen
-
Het daadwerkelijk ingrijpen
Bij kwaliteitsmanagement wordt de regelkring toegepast op de bedrijfsprocessen. De kern van de regelkring (Plan-Do-Check-Act) komt terug in de Demingcirkel.
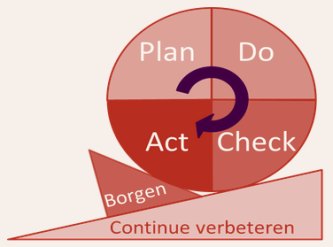
(2) Demingcirkel
De door Deming geformuleerde cirkel geeft aan dat het plannen (Plan), het uitvoeren (Do), het vergelijken (Check) en het bijsturen (Act) een continu proces is waarbij de norm (plannen) steeds een treetje hoger wordt gelegd. Om te voorkomen dat het kwaliteitsniveau weer afglijdt dient het bereikte niveau geborgd te worden. In de bovenstaande figuur komt dit tot uiting in de vorm van een bal (kwaliteitsprestatie) die door de cyclus van Plan, Do, Check en Act op een steeds hoger niveau wordt gebracht. De wig (borging) voorkomt terugval.
Deming maakt voor het doorvoeren van verbeteringen onderscheid tussen twee vormen van procesverbeteringen:
-
Het wegnemen van systematische oorzaken van afwijkingen ten opzichte van de planning (de afwijkingen die voorkomen bij diverse productielijnen, productiemiddelen of medewerkers). Bijvoorbeeld een slecht ontworpen bedrijfsproces, gebruik van verkeerde uitgangsinformatie, ongeschikte middelen, enz..
-
Het wegnemen (verbetering) van de specifieke oorzaken van afwijkingen van de planning (afwijkingen die alleen voorkomen bij een bepaalde productielijn, productiemiddel of medewerker). Specifieke oorzaken omvatten bijvoorbeeld het ontbreken van de juiste vaardigheden van een medewerker, onoplettendheid of een batch met verkeerde grondstoffen.

Het verschil tussen systematische en specifieke oorzaken van afwijkingen ten opzichte van de planning leidt tot het inzicht dat de specifieke oorzaken de verantwoordelijkheid zijn van de medewerkers op operationeel niveau, maar dat de systematische oorzaken, zoals de inrichting van de bedrijfsprocessen, de verantwoordelijkheid zijn van het management.
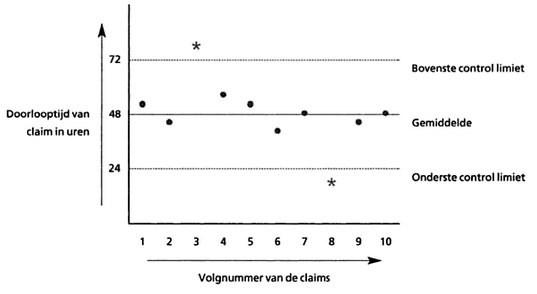
De volgende stap is dat bepaald moet worden welke afwijkingen acceptabel zijn en welke om actie vragen. Een product of dienst is nooit exact hetzelfde, zelfs niet als het met behulp van dezelfde middelen of medewerkers wordt voortgebracht. Het is daarom van belang onderscheid te maken tussen een afwijking die acceptabel is en een afwijking die vraagt om actie. Bij het in de praktijk brengen van statistisch process control wordt daarom gebruik gemaakt van de statische principes van kansberekening en variatie. Met behulp van de regels van kansberekening en variatie kan worden bepaald of een afwijking willekeurig is of niet. Willekeurige afwijkingen ontstaan binnen statistisch bepaalde limieten. Indien de variatie van de afwijkingen binnen deze limieten blijft is er sprake van een stabiel en gecontroleerd proces. Zolang de uitkomst binnen de limieten valt en er tevens geen sprake is van een trend, is er sprake van een stabiel en gecontroleerd proces. In het geval dat een uitkomst buiten de limieten valt, is er sprake van een afwijking die nader onderzoek vereist. Het feit dat een proces stabiel en gecontroleerd verloopt, wil nog niet zeggen dat het proces optimaal verloopt.