Takttijd (Takt time) is een Lean-concept dat aangeeft wat het tempo - de 'hartslag' - moet zijn van een proces om te voldoen aan de vraag van de klant. Het gaat om het 'ritme' dat je in de productiestraat moet halen om te voldoen aan de klantvraag.
Takt is het Duitse woord voor maat of ritme. De takttijd staat voor het maximale tijdsinterval (frequentie) tussen twee geproduceerde producten dat nodig is om te kunnen voldoen aan de klantvraag. Takttijd wordt ook wel productieritme genoemd. Het woord is afkomstig van het Duitse ´Taktzeit´ en heeft haar oorsprong in de Duitse vliegtuigindustrie; Takt Zeit stond voor de tijdsduur waarmee een belangrijk deel of zelfs het complete body van een vliegtuig bij een bepaald assemblage-station verbleef voordat deze werd doorgezet naar een opvolgend assemblage-station.
Het doel van takttijd is om het ritme van de productie precies af te stemmen op het volume van de vraag van de klant: op vaste intervallen worden producten afgeleverd. Daarnaast fungeert de takkttijd als een richtsnoer voor het indelen van takenpakketten. Alle activiteiten in het proces worden toebedeeld aan taakpakketten. Ieder takenpakket moet binnen de takttijd afgerond worden.
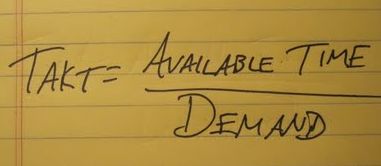
De takttijd van een productieproces kan worden berekend met behulp van de formule:

Voorbeeld
Als de klant vraagt om 400 producten per dag en de beschikbare productietijd voor een product is 2 uur (of 7.200 seconden: 2 x 60 x 60), dan bedraagt de takttijd: 7.200 / 400, ofwel 18 seconden. Elke 18 seconden moet een product gemaakt worden.
Het sturen op takttijd vergroot de voorspelbaarheid van een proces doordat er op vaste tijdsintervallen producten worden opgeleverd. Takttijd gestuurde processen verlagen bovendien tussentijdse productievoorraden, doordat een product pas wordt afgeleverd aan een volgende werkpost (klant) zodra deze gereed is om het product ook daadwerkelijk te kunnen ontvangen. De snelheid van een productielijn ligt vaak hoger dan de klantvraag, zodat verstoringen de levering niet in gevaar brengen.
Bron: Takttijd